 迭代往往可以收获创新,而拒绝迭代则可以免去获得新知识可能承担的风险,但这样做的后果是,到最后即便想改变和创新,也将再无机会。但值得一提的是,迭代的成本相当高。
迭代往往可以收获创新,而拒绝迭代则可以免去获得新知识可能承担的风险,但这样做的后果是,到最后即便想改变和创新,也将再无机会。但值得一提的是,迭代的成本相当高。

 典型增材设计的工作流(见上表)在对任何一步的修改都必须同时考虑其他步骤的修改成本。
典型增材设计的工作流(见上表)在对任何一步的修改都必须同时考虑其他步骤的修改成本。 隐式平台工作流(见上表)可将多个功能知识来源集中至唯一的数据平台,整合多种文件类型。
隐式平台工作流(见上表)可将多个功能知识来源集中至唯一的数据平台,整合多种文件类型。

作为一种基于“场”的全新设计软件,DfAM 有助于推广“增材制造”工艺的应用,因为它可以缩短产品开发周期,降低返工成本和风险。
by Blake Perez
真正的创新绝不仅是某个时刻的灵光一现,而更需要坚定不移地对最初的想法或设计进行不断迭代和改进,大量设计和创新模型与方法均可证明这一点。举个例子,大家可能都知道戴森吸尘器的出色性能,但并非所有人了解,首次面世前,戴森首款无袋真空吸尘器实际已经经过了超过 5000 次的迭代与测试。美国久负盛名的 F-15 鹰式战机也基于原始设计,不断迭代出性能更强的 B、C、D、E 战斗机。迭代往往可以收获创新,而拒绝迭代则可以免去获得新知识可能承担的风险,但这样做的后果是,到最后即便想改变和创新也将再无机会。
事实上,工程设计过程中的迭代可能困难重重,而且成本昂贵。任何设计修订都会不可避免地产生最少数个小时的返工,而一些由于几何尺寸造成的建模错误更是将导致一系列毫无意义的重复工作。正因如此,尽管大家已经充分理解迭代过程对产品开发的重要性,但仍对这种“麻烦”存在本能的抵触情绪。
增材制造的情况也不例外。事实上,由于存在文件编译、配置编译及模型分层等步骤,增材制造设计(Design for Additive Manufacturing,下简称 DfAM)在修改设计时需要进行的返工更多。很多情况下,DfAM 经常作为一种“事后补救”而被应用在工程设计的靠后环节。到了这个阶段,设计人员通常仅会对部件设计进行一些小修改,比如增加一些独立功能、给关键部位额外增加一点尺寸(从而保证一些关键尺寸不会受到加工过程的影响)等。设计人员还可以进行其他修改,从而充分挖掘增材设计的潜能。但遗憾的是,为了保证这些改动,很多配套或相关特性也必须同时进行返工。不难想象,这势必会产生额外的时间成本和金钱成本。
在典型的增材设计中,设计人员必须首先使用 CAD 软件工具将设计概念表现出来,然后一步步将其转化为可以支持生产、打印的文件。很显然,设计人员如需回到 CAD 阶段,调整零部件的设计或几何尺寸,则必须再一次完成后续的所有步骤,产生很大的工作量。即使无需回到最初的 CAD 阶段,对后续任何一环的改动都会导致其他环节的返工。
不过,软件行业的最新发展可能会改变这种现状。目前,软件行业推出了一种基于隐式建模的开发框架,可以在设计文件改变后进行自动编译与重建,并将多个工程知识来源集中至唯一的数据平台,整合多种文件类型,让整个过程更加敏捷。这种开发框架可以消除传统迭代和创新过程中的主要障碍,并将 DfAM 无缝集成至产品设计与制造流程中。
远不止距离场
接下来,让我们一起看看设计人员将如何设计一款轻量级增材制造刹车脚踏,并通过该例子熟悉隐式建模开发框架下的 DfAM 工作流程。
首先,我们需要确定脚踏板大致的几何结构。为了给这个部件减重,我们将借助该开发框架下的晶格工具,充分尝试不同的晶格构造。接着,设计人员会根据零部件对硬度的要求,对各个晶格类型进行加厚,并将其叠加至原始模型。
增材制造晶格结构的通病在于晶格和覆盖面容易剥离的问题。对此,我们可以专门创建一套规则,将晶格平滑地混合至表层(第三步)。如今,凭借隐式建模开发框架中的距离场,设计人员可以轻松将这种改动应用至全局,而无需再像传统工具时代那样,逐条手动选择模型中的每条边,而几何形状的改动则意味着必须花费数小时重复这些枯燥的工作。
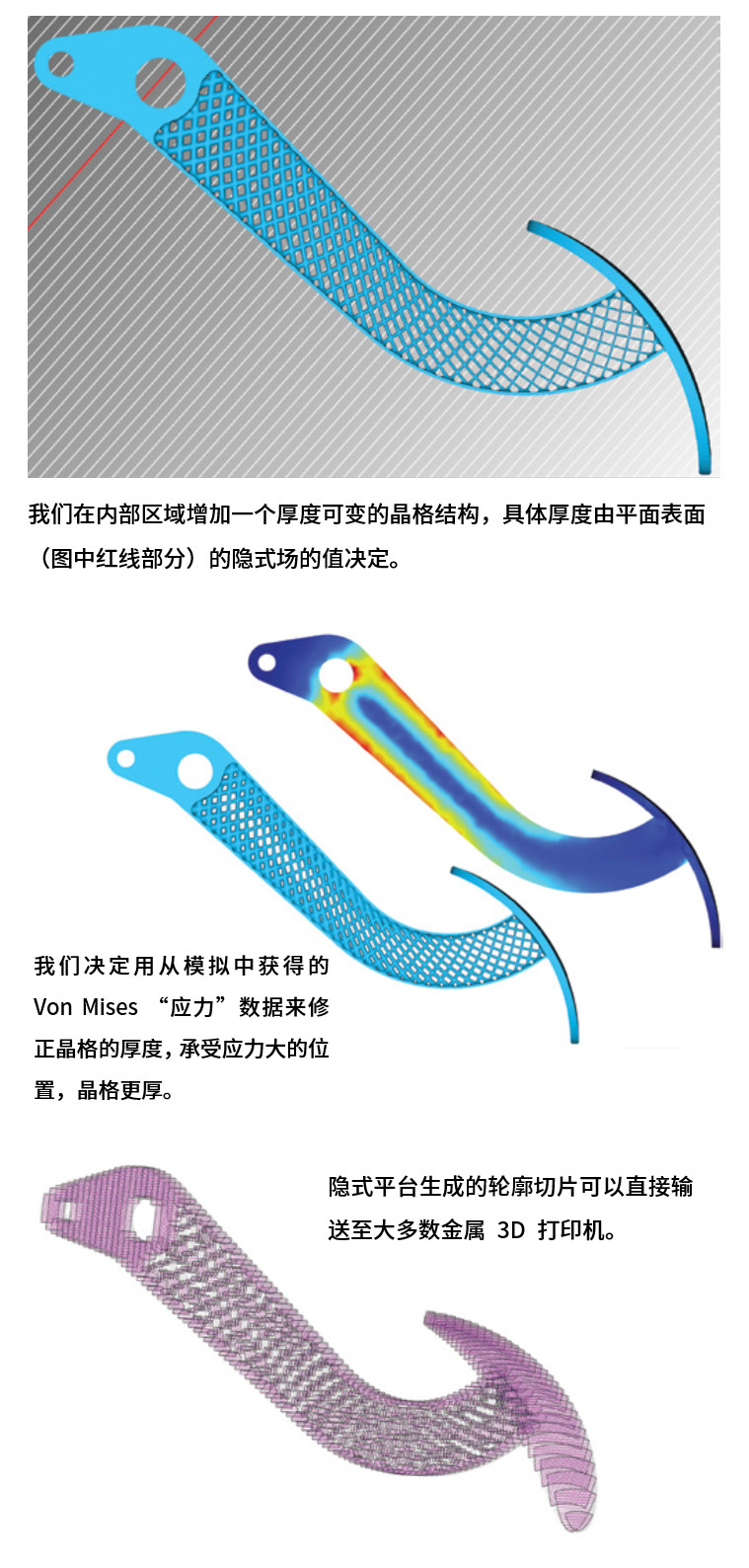
接着,我们的团队决定,每个晶格的厚度应随其与主安装点的距离而变化。因此,我们在内部区域增加一个厚度可变的晶格结构,具体厚度由从一个平面表面(红线部分)发散出的隐式场决定。通过这种做法,我们可以保证主安装点附近具备足够的硬度,因为我们认为该区域未来将承受的应力最高。在这步里,同样是距离场让我们得以制定这条规则,而我们在上一步中规定的晶格与覆盖面之间的规则依然可以重新生成。
在隐式建模开发框架下,我们可以更加充分地利用场工具,不仅仅是通过距离场来构建几何结构,还能借助各种各样的场(数据)构建晶格的中观结构,比如应力、热和流体模拟数据。实际上,您可以使用任何类型的数据构建您想要的几何结构。在设计刹车脚踏的例子中,我们决定使用工程师提供的Von Mises 应力数据来修正晶格的厚度。
具体来说,我们会在应力值更高的地方增加晶格厚度,从而提供足够的强度。正如上文所言,在隐式建模开发架构中,场是表达各类组件数据的“基础语言”,也正是有了“场”的概念,我们才能随心所欲地使用各种数据构建希望的几何结构。
到这一步,我们已经准备好了制动脚踏板的几何结构,现在距离将其转化为增材制造模型只差一步,也就是创建轮廓切片。同样,由于采用了这种基于距离场的开发框架,设计人员可以自由生成、指定增材工具路径,扫描样式,并跳过中间生成 STL 文件的过程,直接导出可用于加工的文件。
通常来说,设计进行到这个步骤,任何改动都会引发文件编译、配置编译及模型分层等一连串返工,因此设计人员已经很难对原始模型进行更改了。不过,隐式建模则不存在类似的问题,即使我们改动了设计,之前设置的规则也仍然有效。这点不难理解,假设有这么一个场景:工程团队已经拿到了一组模拟数据,现在希望可以利用这些数据对现有设计进行优化。
在传统工具时代,对晶格类型和/或几何结构的任何修改都必须从第二步开始进行,动静相当大,从时间和金钱成本考虑均不容易。如今,在隐式建模开发架构下,设计人员不仅可以高效地完成晶格类型和/或几何结构的更改,而且还可以自动沿用之前制定的规则,丝毫不用担心后续步骤。比如,修改后的模型可自动沿用之前制定的厚度和混合规则,设计人员无需进行任何额外工作。事实上,这就是隐式数据结构开发设计的优势:保证快速、稳健且保险的重建。正如上文的描述,在设计人员完成修改后,工具将自动沿用之前的规则,按照之前的工作流,生成逐步文件,直至最终生成生产所需的轮廓切片。
我们已经在上文中详细描述了设计或更改增材制造零部件的流程,而且也了解了设计人员在这种架构下可以随时回到之前中断的地方进行更改,非常灵活方便。
这种新型精简工程设计流程主要得益于隐式建模技术,允许设计人员随时回到任何步骤进行修改且无需担心重建的工作量和稳定性,并配置结构角度,最终导出可以直接用于加工的切片文件。这不仅可以节省设计人员的时间,而且还可以消除设计修订和迭代的障碍。
为了向世人呈现一款伟大的创新产品,戴森先生共花了十五年时间,完成了 5127 次迭代。如今,基于场的设计软件的效率更高、学习更快,设计迭代速度出现了指数型增长,之前十五年的工作现在可能仅需几天就能完成。隐式工程工作流不仅可以安全地重构增材制造零部件,还可以强力支持多个维度的早期设计探索,进而助力增材制造工艺的广泛应用,并推动未来产品制造方式变革的到来。
A new field-based design software is supporting more widespread use of Additive Manufacturing, for faster product development times with less rework and risk.
by Blake Perez
Most models and methods for design and innovation suggest that true innovation comes from not just a single event of inspiration, but rather the constant iteration and improvement upon an initial idea or design. James Dyson tested over 5,000 iterations of his product before releasing the company’s first bagless vacuum cleaner. The F-15 Eagle fighter jet models B, C, D, and E were all iterations of the original design. It’s clear that the ability to iterate leads to innovation and an inability to iterate leaves the exchange of risk for knowledge until the very end, when there’s little time left to make changes and innovate.
Truth is, iteration in design engineering can be difficult and expensive. Design revisions result in hours of rework and a duplication of effort when models fail due to geometric errors. No wonder there is a natural aversion to iterate even though its impact on product success is well understood.
Design for Additive Manufacturing is no exception. DfAM introduces even more manual rework in file translations, build configuration, and slicing steps when a design is altered. Often DfAM is left as an after-thought of engineering design. At this point, low-level changes are made to the as-designed part to enable self-supporting features or to add sacrificial volumes that can be machined away for dimensionally critical features. There are other changes that can be made to fully leverage the capabilities of additive manufacturing (AM), but such changes to a model might require other dependent features to be reworked. Again, this is time-consuming and expensive.
A typical workflow when designing for AM starts with a conceptual design that gets represented in CAD software and is translated step-by-step to ultimately be configured for manufacturing. Changes to the part’s design or geometry in CAD require significant rework in order to get back to a print-ready configuration. Iterating back through one of these stages has an associated cost due to the rework required to adapt the models at each subsequent stage.
Recent software advances introduce a more agile development framework based on implicit modeling where changes to a design compile and rebuild automatically. A single data platform replaces multiple streams of engineering knowledge, consolidating a wide variety file types. This removes the traditional barriers to iteration and innovation and connects design and manufacturing in a way that enables DfAM in a seamless fashion.
Beyond simple distance fields
Let’s see what a DfAM workflow on this new type of platform might look like for an engineered part. The design opportunity here is to lightweight and additively manufacture a brake pedal.
The workflow starts with the initial bulk model geometry. In order to lightweight this part, various lattice configurations are explored with the platform’s lattice tools. Each lattice type is thickened and joined to the original model, according to part’s strength requirements.
A common problem with additively manufactured lattice structures is delamination between the lattice and skin. To mitigate this, a rule is created to blend the lattice into the skin smoothly (Step 3). Thanks to distance fields in implicit modeling, this can be done globally and robustly without manually selecting every edge in the model as would need to be done with conventional tools. Traditional methods would require hours of tedious edge selection that would need to be repeated if changes are made to the geometry.
At this point, our team decides that we need the lattice’s thickness to vary as a function of distance from the main mounting point. A variable thickness lattice structure is added to the internal area. The thickness is driven from the implicit field emanating from a planar surface (the red line in the image). This strategy is meant to provide extra stiffness near the mounting point as we would expect the highest stresses at the interface. Again, distance fields allow us to specify this rule, and when we do, the rounds we specified in the previous step still regenerate.
With implicit modeling, we’re not just limited to simple distance fields to drive geometry. Any field can be used to intelligently drive the lattice’s mesostructure. Examples of usable fields include stress, thermal, and fluid simulation data. Practically, you can drive geometry with any data you have. In our brake pedal example, we’re going to use Von Mises stress data from the engineers to influence the thickness of the lattice.
Where higher stress values exist, the lattice elements are made thicker to provide strength where it is needed. This design workflow is enabled by systems built on implicit modeling, as fields are the foundational language in which component data is represented here.
Now that we have our brake pedal, the final step in creating additive-manufacturing-ready models is to create contour slices. A distance-field-based platform provides the freedom to generate and specify additive tool paths and scan patterns to deliver directly to machines without the use of intermediate STL files.
At this point in the design process, it’s traditionally very difficult to make design changes to the original model because such changes would set off a cascade of rework in modeling, build configuration, and slicing. With implicit modeling we don’t have the same constraints. We can make changes and trust the rules we made will still work. To demonstrate this, let’s consider a scenario where our engineering team brings simulation data to the table and is looking for a way to improve the design based on this new knowledge.
Normally, going all the way back to Step 2 of the design process to change the lattice type and/or geometry would be a major effort and possibly deemed infeasible due to time or resource constraints. Not only can this be done more efficiently with implicit technology but the other rules specified in the workflow will also automatically rebuild according to the new lattice geometry. All thickness rules and blends will still apply to the new model without additional work. This is the benefit of designing with an implicit data structure—rebuilds are fast, robust, and do not fail. And as before, the part will regenerate all the way to the contour slices that were specified in the initial workflow.
In this workflow, we showed constant progress towards an additively manufacturable part while still being able to iterate and make design changes that rebuild back to where we left off.
Streamlining the engineering design process in this new way enables robust rebuilding after changes to a design at any point. This ability is largely enabled by implicit modeling technology. Users have the ability to make upstream design changes that rebuild all the way down the design chain. They can also configure orientation and supports to export slices to send directly to a machine. Any upstream design changes will recompile all the way back to that point automatically. Not only does this save time for design engineers, but this also removes the barriers to design revisions and iterations.
James Dyson spent fifteen years completing the 5,127 iterations required to produce a great and innovative product. This kind of effort is now achievable in days with new field-based design software for exponentially reduced product development times. It’s possible to move quickly, gain deep product knowledge, and de-risk the whole product development effort. Connecting multi-dimensional, early-stage design exploration with an implicit engineering workflow that robustly rebuilds ready-to-manufacture parts is supporting more widespread use of AM and changing the way products are developed.
Author: Blake Perez
Source: AUTOMOTIVE ENGINEERING
等级
打分
- 2分
- 4分
- 6分
- 8分
- 10分
平均分
- 作者:Blake Perez
- 行业:汽车
- 主题:制造材料质量、可靠性与耐久性